في شركة شاندونغ جيانبانغ للألياف الكيماوية المحدودة., نقوم بتصنيع ألياف البولي بروبلين على مرحلتين مترابطتين. أولاً، يتم تصنيع راتنج البولي بروبلين من البروبين عن طريق البلمرة. ثم يتم تحويل ذلك الراتنج إلى ألياف عن طريق المعالجة بالذوبان والبثق والتبريد والسحب والقطع أو خطوات التحويل النهائية الأخرى. وبكلمات بسيطة، نبدأ بالبوليمر، ثم نحول هذا البوليمر إلى خيوط موجهة يمكن استخدامها في الخرسانة والمنسوجات والأقمشة غير المنسوجة والعديد من المنتجات الصناعية. يُستخدم البولي بروبيلين على نطاق واسع في الألياف لأنه بوليمر لدن بالحرارة، ويتم غزل جزء كبير منه إلى ألياف، كما أن كثافته المنخفضة ومقاومته الكيميائية وصلابته تجعله مفيدًا في العديد من الاستخدامات النهائية.
بالنسبة لمشتري الخرسانة، فإن هذا السؤال مهم لسبب عملي للغاية. تؤثر طريقة صنع ألياف البولي بروبلين على شكلها وسطحها وصلابتها وتشتتها وأدائها النهائي للوظيفة. تُعرِّف EN 14889-2 ألياف البوليمر للخرسانة بأنها قطع مستقيمة أو مشوهة من مقذوف وموجه ومقطع المواد التي يمكن خلطها في الخرسانة أو الملاط. هذا التعريف مفيد لأنه يُظهر أن التصنيع ليس مجرد تفاصيل خلفية. فهو جزء مما يعطي الألياف أداءها النهائي في المزيج.
الإجابة المختصرة
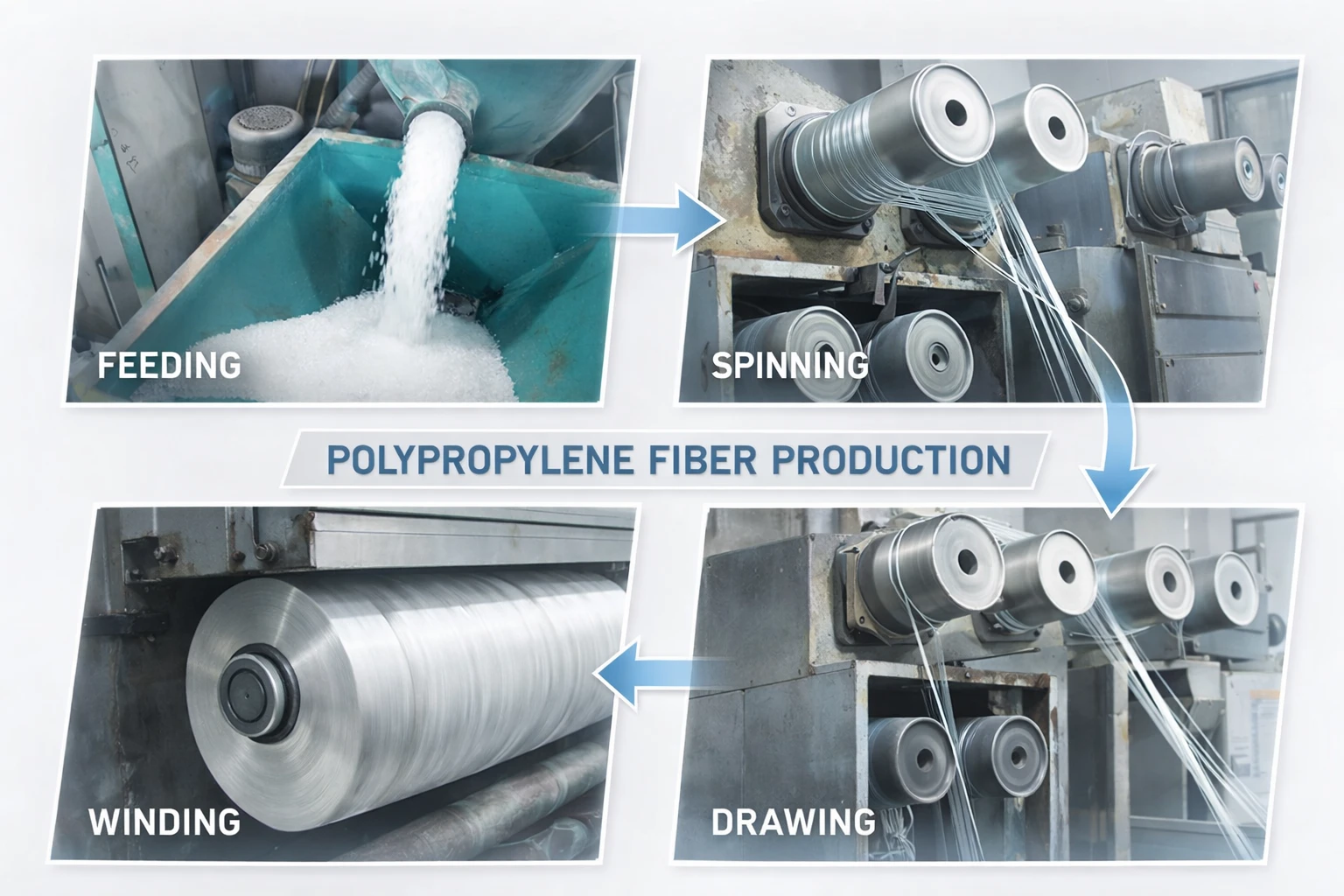
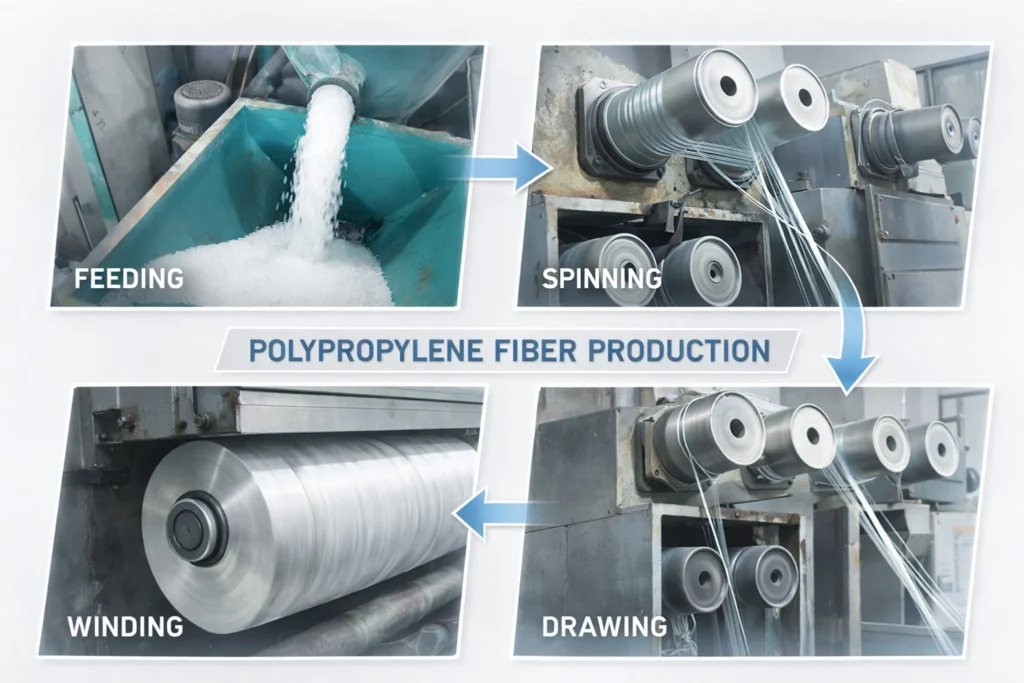
إذا قمنا بشرح ذلك بأبسط الطرق، يتم تصنيع ألياف البولي بروبيلين على النحو التالي: نقوم بتصنيع راتنج البولي بروبيلين من البروبين، وتحويل هذا الراتنج إلى كريات وصهر الكريات في آلة بثق، ودفع المصهور من خلال مغزل أو قالب شق، وتبريد الخيوط أو الفيلم وتمديدها لإنشاء اتجاه جزيئي، ثم إنهاء المنتج أو تجعيده أو قطعه أو تقطيعه أو تلييفه أو تغليفه وفقًا للاستخدام المستهدف. بالنسبة للألياف التيلية، غالبًا ما يتضمن التدفق الصناعي القياسي الصهر، والبثق من خلال فتحات المغزل، والتبريد، والتبريد، والتشطيبات النهائية، والسحب، والتجعيد، والتقطيع إلى ألياف تيلية، والتعبئة في كومة.
هذه هي العملية الأساسية. يتغير الخط الدقيق حسب نوع المنتج. A ألياف خرسانية أحادية الشعيرات لا يماثل تمامًا خط الغزل متعدد الخيوط النسيجية بالضبط خط الألياف الخرسانية الليفية. خط الغزل متعدد الخيوط النسيجية ليس بالضبط نفس خط الألياف الخرسانية الاصطناعية الكلية. ولكن لا يزال منطق التصنيع هو نفسه: الصهر والتشكيل والتبريد والتوجيه والتحويل.
نبدأ بالبروبلين ونصنع راتنج البولي بروبلين
الخطوة الأولى ليست غزل الألياف. الخطوة الأولى هي صنع البوليمر نفسه. يتم إنتاج البولي بروبيلين من البروبين عن طريق البلمرة الإضافة. البولي بروبيلين التجاري هو في الأساس بولي بروبيلين متساوي التكلس، لأن هذا التركيب يمنح البوليمر تبلورًا مفيدًا ويجعله مناسبًا للمنتجات والألياف القوية والصلبة. وتشير مجلة بريتانيكا إلى أن البولي بروبيلين متساوي التباين يتم إنتاجه باستخدام محفزات زيجلر-ناتا، وتوضح مجلة الصناعة الكيميائية الأساسية أن البولي بروبيلين الصناعي يمكن أن يُصنع عن طريق السوائب أو الطور الغازي أو الطين.
في الإنتاج الصناعي للراتنج الصناعي، يتم تلامس البروبين مع نظام محفز تحت درجة حرارة وضغط محكومين. في المسار السائب، تحدث البلمرة في البروبين السائل. وفي مسار المرحلة الغازية، يمر البروبين والهيدروجين فوق طبقة محفّزة، ويتم إعادة تدوير الغاز غير المتفاعل. ويؤثر نظام المحفز ومسار العملية على بنية البوليمر، وتؤثر هذه البنية لاحقًا على مدى إمكانية تحويل البوليمر إلى ألياف. ويشير نفس مصدر الصناعة الكيميائية الأساسية أيضًا إلى أن المحفزات الميتالوسينية تُستخدم في بعض درجات البولي بروبيلين، خاصةً عندما تكون هناك حاجة إلى تحكم أكثر إحكامًا في البنية.
بعد البلمرة، يتم تحويل البوليمر إلى شكل صلب قابل للاستخدام، وعادةً ما يكون في شكل كريات. هذا الشكل الحبيبي هو ما تقوم معظم مصانع الألياف بتغذيته في خط البثق. في هذه المرحلة، لا يزال المنتج عبارة عن راتينج وليس ألياف. ولا تبدأ مرحلة الألياف إلا بعد إعادة صهر البوليمر وتشكيله.
نقوم بتجهيز الراتنج لغزل الألياف
قبل البدء في الغزل، نختار درجة البولي بروبيلين المناسبة ونقوم بإعداد الراتنج للمعالجة المستقرة. يعمل الغزل بالذوبان الذائب بشكل أفضل مع البوليمرات اللدائنية الحرارية التي تذوب تحت درجة حرارة التحلل والتي تتمتع بما يكفي من الاستقرار الحراري والوزن الجزيئي والنقاء وقوة الذوبان من أجل تدفق ثابت. وتوضح مراجعة حديثة عن الألياف المغزولة بالذوبان أن هذه العوامل هي المتطلبات الأساسية للغزل المستقر وخصائص الألياف الجيدة.
في الإنتاج الحقيقي، هذه هي أيضًا المرحلة التي يمكن فيها إدخال الأصباغ أو المثبتات أو غيرها من المواد المضافة إذا كان تصميم المنتج يحتاج إليها. وتشير شركة INEOS إلى أنه في عملية البثق، يمكن معالجة البولي بروبيلين مع الأصباغ أو المثبتات التي يضيفها العميل، ومن المهم التحكم الجيد في درجة الحرارة من خلال الطارد، وحزمة الغربال، ولوحة القاطع، والمحول والقالب. يبدو هذا الجزء من العملية بسيطًا من الخارج، ولكن له تأثير مباشر على تجانس الذوبان وثبات اللون والاتساق النهائي للألياف.
بالنسبة لنا كشركة مصنعة، هذه الخطوة هي التي يبدأ فيها تصميم المنتج في الانفصال. لن تستخدم دائمًا درجة الألياف الدقيقة الدقيقة والألياف الخرسانية الأحادية الخيوط والمنتج الليفي نفس إعداد الراتنج دائمًا. لا يزال البوليمر الأساسي هو البولي بروبيلين، ولكن تختلف نافذة العملية والأهداف النهائية. وهذا أحد الأسباب التي تجعل مورد ألياف البولي بروبيلين الموثوق به يقوم بأكثر من مجرد شراء الكريات وتقطيع البلاستيك إلى قطع. يجب أن يتحكم المورد في مسار التحويل الكامل.
نقوم بإذابة الراتنج وبثق الراتنج من خلال مغزل
بمجرد أن يصبح الراتنج جاهزًا، نقوم بتلقيمه في الطارد. يذيب الطارد الكريات ويزيد الضغط، ثم يمر المصهور من خلال المرشحات ونظام القالب. في تصنيع الألياف، عادةً ما يتم دفع الذوبان من خلال فتحات مغزل صغيرة جدًا لتشكيل خيوط متصلة. وتصف الأدبيات العامة للغزل الذائب هذه الطريقة بأنها إحدى الطرق الصناعية الأساسية لصناعة الألياف الصناعية من البوليمرات الملدنة بالحرارة، وتلخص INEOS إنتاج ألياف البولي بروبيلين بنفس التسلسل: الذوبان في الطارد، ثم البثق من خلال فتحات المغزل.
تحدد هذه المرحلة الشكل الأول للألياف. يؤثر كل من عدد الثقوب، وهندسة الثقوب، والإنتاجية، وضغط الذوبان، وملامح درجة الحرارة على حزمة الفتيل التي تغادر المغزل. وبعبارة أخرى، هذا هو المكان الذي يتوقف فيه البولي بروبيلين عن كونه مجرد راتينج ويبدأ في التحول إلى منتج خيوط حقيقي.

نقوم بتبريد الشعيرات الطازجة على الفور
لا يمكن أن تظل خيوط البولي بروبيلين المبثوقة حديثًا منصهرة لفترة طويلة. يجب تبريدها وتصلبها بطريقة محكومة. في عملية الغزل الذائب، تنتقل الخيوط المبثوقة إلى وسط تبريد مثل الهواء المبرد حيث تتصلب. وتصف مراجعات تكنولوجيا الألياف المغزولة بالذوبان مرحلة التبريد هذه كجزء قياسي من العملية، ويوضح دليل البولي بروبيلين INEOS أن التبريد يتبع عملية التبريد بعد البثق المغزلي في خطوط الألياف الأساسية التجارية.
خطوة التبريد هذه أكثر أهمية مما قد تبدو عليه. إذا لم يكن التبريد مستقرًا، يمكن أن يختلف قطر الفتيل، ويمكن أن يزداد تكسر الفتيل، ويصبح من الصعب التحكم في السحب لاحقًا. في الإنتاج الحديث، التبريد ليس فقط للتبريد. إنه جزء من التحكم في العملية. فهو يساعد على تحديد مدى اتساق الألياف قبل بدء التوجيه.
نطبق اللمسة النهائية بحيث يمكن للألياف أن تعمل وتنتشر بشكل جيد
بعد التبريد، غالبًا ما تتلقى الخيوط معالجة نهائية. في خط إنتاج الألياف الأساسية، تدرج INEOS تطبيق المعالجة النهائية الدورانية كإحدى خطوات الإنتاج القياسية. بالنسبة للألياف البوليمرية الموجهة للخرسانة، فإن EN 14889-2 واضحة جدًا أيضًا في أن أي معالجة سطحية أو طلاء يجب أن يكون معلنًا ومراقبًا، وتوضح أن الطلاء النهائي المغزلي يساعد الألياف على التشتت في الخرسانة. فبدون الطلاء المناسب، لا تتشتت بعض الألياف بسهولة ويمكن أن تميل إلى التكتل.
هذه النقطة مهمة جدًا في تطبيقات الخرسانة. وغالبًا ما يركز المشترون على الطول وقوة الشد، ولكن المعالجة السطحية يمكن أن تكون بنفس القدر من الأهمية بالنسبة للأداء الميداني. إن الألياف التي تبدو جيدة على ورقة البيانات ولكنها تتشتت بشكل سيء في الخلاط ستخلق مشاكل في موقع العمل. وهذا هو السبب في أننا نتعامل مع التحكم في التشطيب كجزء من المنتج، وليس كفكرة ثانوية صغيرة.
نرسم الخيوط لبناء القوة
بعد تشكيل الألياف وتبريدها، نقوم بتمديدها. تسمى هذه الخطوة بالسحب. وهي واحدة من أهم المراحل في تصنيع ألياف البولي بروبلين لأنها تزيد من التوجه الجزيئي على طول محور الألياف. تشير الدراسات التي أجريت على معالجة ألياف البولي بروبيلين إلى أن معالجة السحب الدوراني تحول البوليمر إلى ألياف عالية التوجيه ومتبلورة للغاية، وتشير دراسات أخرى إلى أن ارتفاع نسبة السحب يزيد من التوجه ويحسن بشكل كبير من قوة الشد والمعامل.
بلغة بسيطة، السحب هو ما يحول الخيوط الأولى اللينة إلى ألياف هندسية أكثر فائدة. وبدون سحب كافٍ، عادةً ما تكون الألياف أضعف وأقل ثباتًا. مع السحب المتحكم فيه، تصطف سلاسل البوليمر بشكل أفضل، وتصبح الألياف أقوى، ويمكن للمنتج النهائي أن يؤدي وظيفته بشكل أكثر موثوقية في الاستخدام الخرساني أو النسيجي. هذا هو أحد أكبر الأسباب التي تجعل التحكم في العملية مهمًا جدًا في إنتاج ألياف البولي بروبيلين بروبيلين.
ثم نقوم بتحويل الألياف إلى شكل المنتج المناسب
في هذه المرحلة، يبدأ الخط في التفرع اعتمادًا على المنتج المستهدف. لا يتم تصنيع جميع ألياف البولي بروبلين في شكل نهائي واحد. فيمكن أن تصبح خيوطًا أحادية، وخيوطًا متعددة الخيوط، وأليافًا أساسية، وأشرطة ومنتجات ذات أغشية مشقوقة، وغيرها من المتغيرات الهندسية. تشير مراجعات ألياف البولي بروبلين للخرسانة إلى أنه يمكن الحصول على ألياف البولي بروبلين بطريقتين رئيسيتين: عن طريق الغزل الذائب لإنشاء خيوط أحادية الشعيرات أو من ورقة من فيلم البولي بروبلين التي تتم معالجتها إلى ألياف ليفية. كما تدرج المراجعات الأوسع نطاقًا للغزل الذائب أيضًا الغزل الذائب للخيوط والألياف الأساسية، والغزل المقسوم على شكل فيلم للخيوط الشرائحية.
بالنسبة لمنتجات الخيوط الأحادية، نحافظ على مسار الخيوط ونقطعها بالطول المطلوب. بالنسبة للألياف الأساسية، نتبع التسلسل الكلاسيكي المتمثل في السحب والتجعيد والقطع والتقطيع والتكديس. بالنسبة للمنتجات الليفية، ننتقل من خلال مسار الغشاء أو الغشاء المشقوق، حيث يتم شق غشاء البولي بروبلين ثم فتحه في هيكل ليفي يشبه الشبكة. وتشير المراجعة التي تركز على الخرسانة إلى أن الألياف الليفية يتم تصنيعها عن طريق تشكيل شقوق في غشاء بلاستيكي رقيق، ولهذا السبب يبدو هيكلها مختلفًا تمامًا عن الخيوط الأحادية المستديرة البسيطة.
وهذا هو السبب أيضًا في أن اثنين من ألياف البولي بروبلين يمكن أن يتصرفان بشكل مختلف تمامًا في الخرسانة حتى لو كانا يشتركان في نفس البوليمر الأساسي. فمسار التصنيع يغير المقطع العرضي والسطح والصلابة وطريقة انفتاح الألياف في المزيج وطريقة تفاعلها مع الشقوق.
نقوم بالتجعيد والضبط الحراري والقطع والتغليف
إذا كان المنتج المستهدف هو الألياف الأساسية، فإن العمليات القياسية التالية هي العقص والقطع والتكديس. يدرج دليل معالجة البولي بروبيلين INEOS السحب والعقص والتقطيع إلى ألياف تدبيسية، ثم الكبس كخطوات إنتاج عادية في تصنيع ألياف البولي بروبيلين الأساسية. ويصف موردو الماكينات لخطوط الألياف الأساسية نفس التسلسل الأساسي: البثق والغزل الذائب والسحب والعقص والقطع والتقطيع والتكديس.
يمنح العقص الألياف مزيدًا من الكتلة وطابع المناولة. يعمل القطع على تحويل المواد المستمرة إلى طول الألياف الدقيق الذي يحتاجه التطبيق. يجب أن تحمي العبوة بعد ذلك شكل الألياف وتحافظ على سهولة تغذية المنتج في أنظمة الخلط أو النسيج. في المنتجات الخرسانية، يجب أن تدعم التعبئة والتغليف أيضًا الجرعات النظيفة والمناولة الجيدة في الموقع.
بالنسبة لألياف الخرسانة، نبني أيضًا حول المعايير والتشتت
عندما نقوم بتصنيع ألياف البولي بروبلين للخرسانة، فإن العملية لا تنتهي عندما يتوقف الخط. يجب أن يتناسب المنتج أيضًا مع معايير السوق والوظيفة المقصودة. تصنف EN 14889-2 ألياف البوليمر حسب الشكل المادي. وتعرّف الألياف الدقيقة التي يقل قطرها عن 0.30 مم والألياف الكلية التي يزيد قطرها عن 0.30 مم، وتشير إلى أن الألياف الكلية من الفئة الثانية تستخدم بشكل عام حيثما تكون هناك حاجة إلى زيادة في قوة الانثناء المتبقية. وتتطلب نفس المواصفة القياسية أيضًا من الشركة المصنعة أن تعلن عن البوليمر الأساسي والشكل والشكل المجمّع إن وجد وأي معالجة سطحية أو طلاء.
تستخدم ASTM منطقًا عمليًا مشابهًا لألياف الخرسانة المصنوعة من البولي أوليفين. وتنص المواصفة ASTM D7508 على أن هذه المواصفة تغطي خيوط البولي أوليفين المفرومة للاستخدام في الخرسانة، وتربط المطابقة بخصائص مثل المنكر، والمحتوى النهائي، وقوة الشد، وطول القطع، والامتثال للنوع الثالث من ASTM C1116. لذا فإن الإنتاج الجيد بالنسبة لمصنع الألياف الخرسانية لا يتعلق فقط بصناعة الألياف. بل يتعلق أيضًا بصنع ألياف يمكن وصفها واختبارها وتوريدها بطريقة قياسية.
هنا يصبح عملنا في شركة Shandong Jianbang Chemical Fiber Co., Ltd. أكثر من مجرد البثق البسيط. نحن لا نسأل فقط ما إذا كان الخط يمكنه صنع الألياف. بل نسأل ما إذا كان الخط قادرًا على صنع الألياف التي تتشتت جيدًا، وتحافظ على شكلها، وتناسب نظام الجرعات المستهدفة، وتوفر أداءً مستقرًا من دفعة إلى أخرى للمشترين الذين يستخدمون الألياف الإيكوكريتيّة Ecocretefiber™ في تقوية الخرسانة.

ما الذي يجعل أحد خطوط ألياف البولي بروبلين أفضل من الآخر
قد تبدو قائمة المعدات متشابهة من مصنع لآخر، ولكن الاختلاف الحقيقي يكمن في التحكم. يعتمد التصنيع الجيد للألياف PP على اختيار الراتنج، واستقرار الذوبان، والترشيح، والتحكم في درجة الحرارة، وتوحيد التبريد، ونسبة السحب، والتحكم في التشطيب، ودقة القطع. تشدد مراجعات الغزل بالذوبان على أهمية النقاء، والتدفق المستقر للذوبان، والمعالجة المتحكم فيها لمنع عدم الاستقرار والانسداد، بينما توضح أدلة المعالجة الصناعية أنه يجب مطابقة خطوات المعالجة النهائية بعناية مع نوع المنتج.
وهذا هو السبب في أن المشترين ذوي الخبرة لا يحكمون على الشركة المصنعة لألياف البولي بروبلين من خلال السعر فقط. فهم ينظرون أيضًا إلى ما إذا كان المورد يفهم البوليمر والخط والاستخدام النهائي والمعايير الملموسة ذات الصلة. من وجهة نظرنا، هذا هو الفرق بين معالج البلاستيك العام والشركة المصنعة الحقيقية لألياف البولي بروبلين.
الخاتمة
إذن، كيف يتم تصنيع ألياف البولي بروبلين؟ في شركة Shandong Jianbang Chemical Fiber Co., Ltd. نوضح ذلك على النحو التالي: ألياف البولي بروبلين يتم تصنيعه عن طريق إنتاج راتنج البولي بروبلين من البروبين، وصهر هذا الراتنج، وبثقه إلى خيوط أو فيلم، وتبريده، وسحبه لبناء الاتجاه والقوة، ثم تحويله إلى الشكل النهائي من خلال التطبيق النهائي، والليف، والعقص، والقطع، والتعبئة والتغليف. يتغير الخط الدقيق مع المنتج، لكن منطق التصنيع الأساسي يبقى كما هو.
للاستخدام في الخرسانة، يجب أن تقوم العملية بأكثر من مجرد إنشاء خيط بلاستيكي. بل يجب أن تخلق أليافًا تتوافق مع الهندسة الصحيحة، وتنتشر بشكل جيد، وتعمل بشكل متسق في المزيج. هذا هو المعيار الذي نستخدمه عند تطوير إيكوكريتي فايبر™ Ecocretefiber™ المنتجات. وبصفتنا شركة شاندونغ جيانبانغ للألياف الكيماوية المحدودة، نعتقد أن التصنيع الجيد لألياف البولي بروبلين هو مزيج من علم البوليمر والتحكم في الخط والمعرفة الحقيقية بالتطبيق. وهذا ما يحول الراتنج إلى مادة تقوية موثوقة.