На сайте Shandong Jianbang Chemical Fiber Co., Ltd., Мы производим полипропиленовое волокно в два взаимосвязанных этапа. Сначала из пропена путем полимеризации получают полипропиленовую смолу. Затем эта смола превращается в волокно путем обработки расплава, экструзии, охлаждения, вытяжки, резки или других последующих этапов преобразования. Проще говоря, мы начинаем с полимера, а затем превращаем его в ориентированные нити, которые можно использовать в бетоне, текстиле, нетканых материалах и многих промышленных изделиях. Полипропилен широко используется для производства волокон, поскольку он является термопластичным полимером, большая его часть расплавляется в волокна, а его низкая плотность, химическая стойкость и прочность делают его полезным во многих конечных областях применения.
Для покупателей бетона этот вопрос имеет практическое значение. Способ изготовления полипропиленового волокна влияет на его форму, поверхность, жесткость, дисперсность и конечные эксплуатационные характеристики. Стандарт EN 14889-2 определяет полимерные волокна для бетона как прямые или деформированные куски экструдирование, ориентация и резка Материал, который можно смешать в бетон или раствор. Это определение полезно, потому что оно показывает, что производство - это не просто фоновая деталь. Оно является частью того, что придает волокну его конечные характеристики в смеси.
Короткий ответ
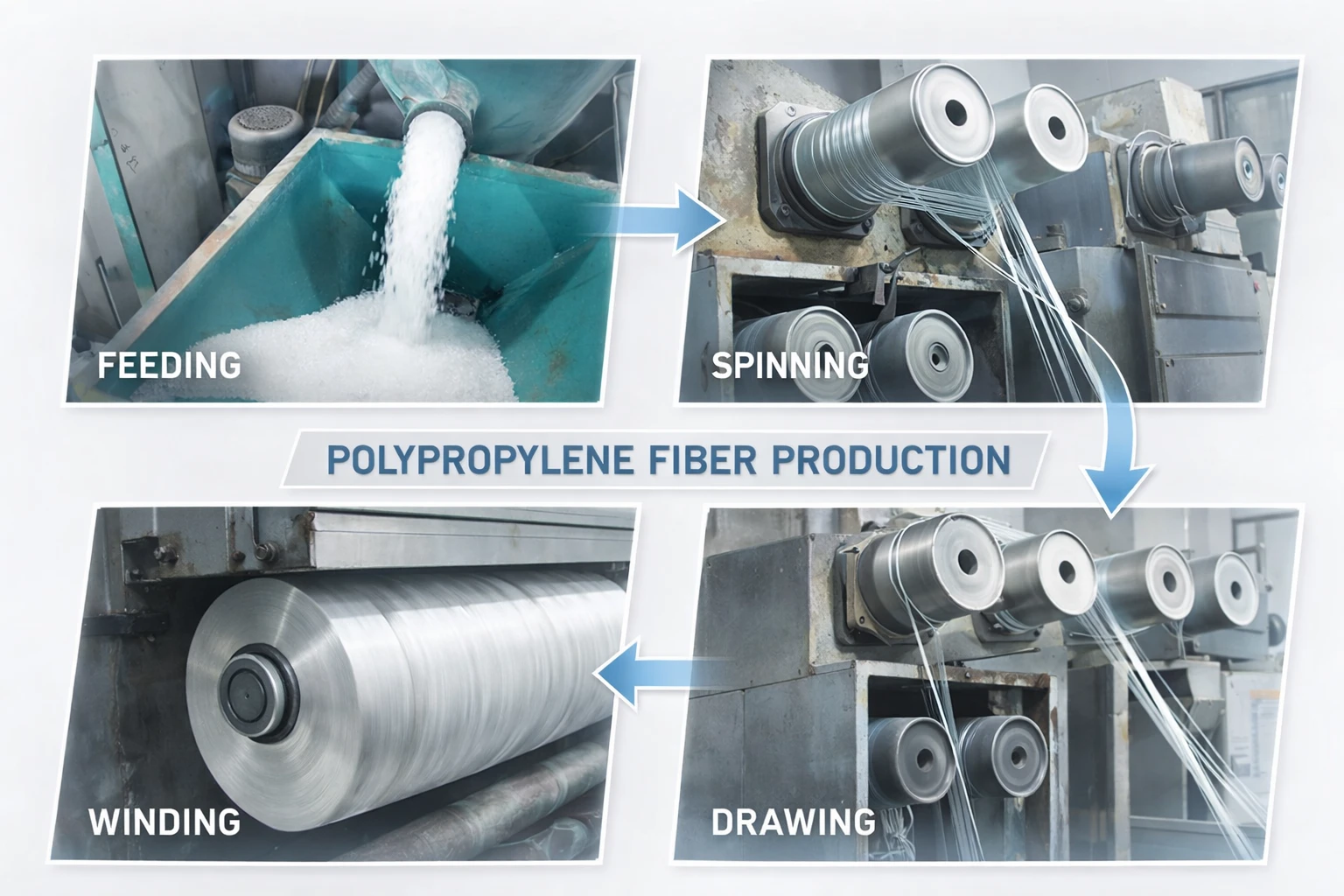
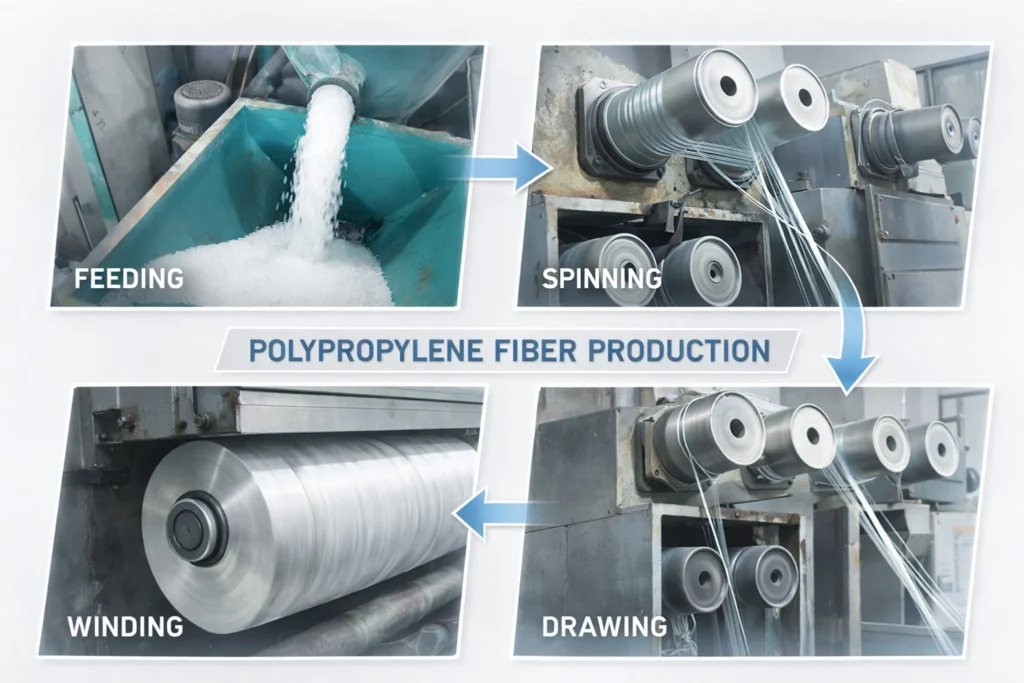
Если объяснять проще, то полипропиленовое волокно производится следующим образом: из пропена изготавливается полипропиленовая смола, смола превращается в гранулы, гранулы расплавляются в экструдере, расплав проходит через фильеру или щелевую фильеру, нити или пленка охлаждаются, растягиваются для создания молекулярной ориентации, затем продукт отделывается, обжимается, режется, фибриллируется или упаковывается в зависимости от цели использования. Для штапельного волокна стандартный промышленный процесс часто включает плавление, экструзию через отверстия фильеры, закалку, нанесение финишного покрытия, вытяжку, обжим, резку на штапельное волокно и прессование.
Это основной процесс. Точная линия меняется в зависимости от типа продукта. A монофиламентное бетонное волокно линия - это не совсем то же самое, что линия фибриллированной щелевой пленки. Линия по производству текстильной мультифиламентной пряжи - это не совсем то же самое, что линия по производству макросинтетического бетонного волокна. Но логика производства все та же: плавление, формование, охлаждение, ориентация и преобразование.
Мы начинаем с пропилена и производим полипропиленовую смолу
Первый шаг - это не прядение волокна. Первый шаг - это получение самого полимера. Полипропилен получают из пропена методом добавочной полимеризации. Коммерческий полипропилен - это в основном изотактический полипропилен, поскольку такая структура придает полимеру полезную кристалличность и делает его пригодным для изготовления прочных, жестких изделий и волокон. Britannica отмечает, что изотактический полипропилен производится с использованием катализаторов Циглера-Натта, а Essential Chemical Industry объясняет, что промышленный полипропилен может быть изготовлен насыпным, газофазным или суспензионным способом.
При промышленном производстве смол пропен контактирует с системой катализаторов при контролируемой температуре и давлении. При объемном способе полимеризация происходит в жидком пропене. При газофазном способе пропен и водород проходят над слоем катализатора, а непрореагировавший газ рециркулирует. Система катализаторов и технологический маршрут влияют на структуру полимера, а эта структура впоследствии влияет на то, насколько хорошо полимер может быть преобразован в волокно. Тот же источник Essential Chemical Industry также отмечает, что металлоценовые катализаторы используются для некоторых сортов полипропилена, особенно там, где требуется более жесткий контроль структуры.
После полимеризации полимер преобразуется в пригодную для использования твердую форму, обычно в гранулы. Именно в таком виде гранулы подаются на экструзионную линию большинства заводов по производству волокна. На этом этапе продукт все еще представляет собой смолу, а не волокно. Стадия производства волокна начинается только после переплавки и придания формы полимеру.
Мы подготавливаем смолу для прядения волокна
Перед началом прядения мы выбираем подходящий сорт полипропилена и подготавливаем смолу к стабильной переработке. Для мельт-кручения лучше всего подходят термопластичные полимеры, которые плавятся ниже температуры деструкции и обладают достаточной термической стабильностью, молекулярной массой, чистотой и прочностью расплава для стабильного течения. В недавнем обзоре, посвященном волокнам, полученным методом мельт-спининга, объясняется, что эти факторы являются основными требованиями для стабильного прядения и хороших свойств волокна.
В реальном производстве это также этап, на котором могут быть введены пигменты, стабилизаторы или другие добавки, если они необходимы для дизайна продукта. INEOS отмечает, что при экструзии полипропилен может перерабатываться вместе с пигментом или стабилизаторами, добавляемыми заказчиком, и здесь важен хороший контроль температуры в экструдере, сетчатом пакете, разрывной пластине, адаптере и фильере. Со стороны эта часть процесса выглядит просто, но она оказывает непосредственное влияние на однородность расплава, стабильность цвета и конечную консистенцию волокна.
Для нас, как для производителя, на этом этапе начинается разделение дизайна продукта. Для тонкой микрофибры, моноволокна для бетона и фибриллированного продукта не всегда используется одна и та же смола. Базовым полимером по-прежнему является полипропилен, но технологическое окно и последующие цели отличаются. Это одна из причин, по которой надежный поставщик полипропиленового волокна делает больше, чем просто покупает гранулы и режет пластик на куски. Поставщик должен контролировать весь маршрут конверсии.
Мы расплавляем смолу и выдавливаем ее через фильеру
Когда смола готова, мы подаем ее в экструдер. Экструдер расплавляет гранулы и создает давление, затем расплав проходит через фильтры и систему фильер. При производстве волокон расплав обычно продавливается через очень маленькие отверстия фильеры для формирования непрерывных нитей. В общей литературе прядение расплава описывается как один из основных промышленных методов получения искусственных волокон из термопластичных полимеров, а компания INEOS описывает производство полипропиленового волокна в той же последовательности: плавление в экструдере, затем экструзия через отверстия фильеры.
На этом этапе определяется первая форма волокна. Количество отверстий, геометрия отверстий, производительность, давление расплава и температурный профиль - все это влияет на пучок нитей, выходящий из фильеры. Другими словами, именно здесь полипропилен перестает быть просто смолой и превращается в настоящий филаментный продукт.

Мы сразу же охлаждаем свежие нити
Свежеэкструдированные полипропиленовые нити не могут долго оставаться в расплавленном состоянии. Их необходимо охладить и затвердеть контролируемым способом. При прядении из расплава экструдированные нити попадают в охлаждающую среду, например, в охлажденный воздух, где они затвердевают. В обзорах технологии прядения волокон из расплава эта стадия охлаждения описывается как стандартная часть процесса, а в руководстве по полипропилену INEOS объясняется, что в коммерческих линиях штапельного волокна закалка следует за экструзией на фильере.
Этот этап охлаждения более важен, чем может показаться. Если охлаждение не стабильно, диаметр нити может меняться, увеличивается количество обрывов нити, а последующее волочение становится сложнее контролировать. В современном производстве закалка нужна не только для охлаждения. Она является частью управления технологическим процессом. Она помогает определить, насколько однородным будет волокно перед началом ориентации.
Мы наносим финишное покрытие, чтобы волокно хорошо проходило и рассеивалось
После закалки нити часто подвергаются финишной обработке. На линии штапельного волокна INEOS называет нанесение финишного покрытия одним из стандартных этапов производства. В стандарте EN 14889-2 для полимерных волокон, ориентированных на бетон, также четко указано, что любая поверхностная обработка или покрытие должны быть заявлены и контролироваться, и поясняется, что финишная обработка помогает волокнам диспергироваться в бетоне. Без правильного покрытия некоторые волокна не могут легко диспергироваться и могут спрессовываться.
Этот момент имеет большое значение для применения в бетоне. Покупатели часто обращают внимание на длину и прочность на разрыв, но обработка поверхности может быть не менее важна для эксплуатационных характеристик. Волокно, которое хорошо выглядит в техническом паспорте, но плохо диспергируется в смесителе, создаст проблемы на стройплощадке. Именно поэтому мы относимся к контролю поверхности как к части продукта, а не как к второстепенной задаче.
Мы рисуем нити для создания прочности
После того как волокно сформировано и охлаждено, мы растягиваем его. Этот этап называется вытяжкой. Это один из самых важных этапов в производстве полипропиленового волокна, поскольку он усиливает молекулярную ориентацию вдоль оси волокна. Исследования по переработке полипропиленовых волокон показывают, что при спин-драйве полимер превращается в высокоориентированные и кристаллизованные волокна, а другие исследования отмечают, что более высокий коэффициент вытяжки увеличивает ориентацию и значительно повышает прочность на разрыв и модуль упругости.
Говоря простым языком, вытяжка - это то, что превращает мягкую первую нить в более полезное инженерное волокно. Без достаточной вытяжки волокно обычно будет слабее и менее стабильным. При контролируемом вытягивании полимерные цепи выстраиваются лучше, волокно становится прочнее, и конечный продукт может более надежно выполнять свою работу в бетоне или текстиле. Это одна из главных причин, почему контроль процесса имеет такое большое значение в производстве полипропиленового волокна.
Затем мы преобразуем волокно в нужную форму.
На этом этапе линия начинает разветвляться в зависимости от целевого продукта. Полипропиленовые волокна не все производятся в одной конечной форме. Они могут превращаться в мононити, мультифиламентные нити, штапельные волокна, ленты, изделия из щелевой пленки и другие инженерные варианты. В обзорах полипропиленовых волокон для бетона отмечается, что полипропиленовые волокна могут быть получены двумя основными способами: путем прядения из расплава для создания мононитей или из листа полипропиленовой пленки, который перерабатывается в фибриллированные волокна. В более широких обзорах также упоминается плавильное прядение для получения филаментов и штапельных волокон, а также пленочное прядение для получения филаментов с прорезями.
Для мононитей мы сохраняем маршрут нити и отрезаем ее до нужной длины. Для штапельного волокна мы следуем классической последовательности: вытяжка, обжим, резка и прессование. Для фибриллированных продуктов мы используем пленочный или щелевой способ, при котором полипропиленовая пленка разрезается, а затем раскрывается в сеткоподобную фибриллированную структуру. В одном из обзоров, посвященных бетону, отмечается, что фибриллированные волокна изготавливаются путем формирования прорезей в тонкой полимерной пленке, и именно поэтому их структура сильно отличается от простой круглой мононити.
Именно поэтому два полипропиленовых волокна могут вести себя в бетоне совершенно по-разному, даже если они имеют один и тот же базовый полимер. Производственный маршрут изменяет поперечное сечение, поверхность, жесткость, способ раскрытия волокна в смеси и взаимодействие с трещинами.
Мы обжимаем, термоустанавливаем, режем и упаковываем
Если целевым продуктом является штапельное волокно, то следующими стандартными операциями являются обжим, резка и прессование. В руководстве по переработке полипропилена INEOS в качестве обычных производственных этапов при производстве полипропиленового штапельного волокна указаны вытяжка, обжим, резка на штапельное волокно и прессование. Поставщики оборудования для линий по производству штапельного волокна описывают ту же основную последовательность: экструзия, прядение расплава, вытяжка, обжим, резка и прессование.
Обжим придает волокну большую объемность и удобство в обращении. Резка превращает непрерывный материал в волокна точной длины, необходимой для конкретного применения. Упаковка должна защищать форму волокна и обеспечивать удобство подачи продукта в дозировочные или текстильные системы. При производстве бетона упаковка также должна обеспечивать чистое дозирование и удобство работы на стройплощадке.
Для бетонного волокна мы также строим вокруг стандартов и дисперсии
Когда мы производим полипропиленовую фибру для бетона, процесс не заканчивается, когда линия останавливается. Продукт также должен соответствовать рыночным стандартам и выполнять свои функции. Стандарт EN 14889-2 классифицирует полимерные волокна по физической форме. Он определяет микроволокна диаметром менее 0,30 мм и макроволокна диаметром более 0,30 мм и отмечает, что макроволокна класса II обычно используются там, где требуется увеличение остаточной прочности при изгибе. Этот же стандарт также требует от производителя указывать основной полимер, форму, форму жгута, если таковой имеется, и любую обработку поверхности или покрытие.
ASTM использует аналогичную практическую логику для полиолефиновых волокон для бетона. В стандарте ASTM D7508 говорится, что данная спецификация распространяется на полиолефиновые рубленые нити для использования в бетоне, и в ней соответствие определяется такими свойствами, как плотность, содержание отделки, прочность на разрыв, длина отреза и соответствие стандарту ASTM C1116 Type III. Таким образом, для производителя бетонного волокна хорошее производство - это не только производство волокна. Это также производство волокна, которое может быть описано, испытано и поставлено стандартным образом.
Именно здесь наша работа в Shandong Jianbang Chemical Fiber Co., Ltd. становится чем-то большим, чем простая экструзия. Мы не только спрашиваем, может ли линия производить волокно. Мы спрашиваем, может ли линия производить волокно, которое хорошо диспергируется, сохраняет свою форму, соответствует целевой системе дозирования и обеспечивает стабильные показатели от партии к партии для покупателей, которые используют Ecocretefiber™ для армирования бетона.

Чем одна линия полипропиленового волокна лучше другой
Список оборудования может выглядеть одинаково на разных заводах, но реальная разница заключается в контроле. Хорошее производство ПП-волокна зависит от выбора смолы, стабильности расплава, фильтрации, контроля температуры, равномерности закалки, коэффициента вытяжки, контроля отделки и точности резки. В обзорах, посвященных прядильному производству, подчеркивается важность чистоты, стабильности потока расплава и контролируемой обработки для предотвращения нестабильности и засорения, а в руководствах по промышленной обработке указывается, что последующие этапы должны быть тщательно подобраны в соответствии с типом продукта.
Именно поэтому опытные покупатели не оценивают производителя полипропиленового волокна только по цене. Они также обращают внимание на то, насколько поставщик разбирается в полимере, линии, конечном использовании и соответствующих конкретных стандартах. На наш взгляд, в этом и заключается разница между обычным переработчиком пластика и настоящим производителем полипропиленового волокна.
Заключение
Как же производится полипропиленовое волокно? В компании Shandong Jianbang Chemical Fiber Co., Ltd. мы объясняем это следующим образом: полипропиленовое волокно производится путем получения полипропиленовой смолы из пропена, плавления этой смолы, экструзии в нити или пленку, охлаждения, вытяжки для придания ориентации и прочности, а затем преобразования в конечную форму путем нанесения финишного покрытия, фибриллирования, гофрирования, резки и упаковки. Точная линия меняется в зависимости от продукта, но основная логика производства остается неизменной.
Для использования в бетоне процесс должен не просто создавать пластиковую нить. Он должен создать волокно, которое соответствует правильной геометрии, хорошо диспергируется и стабильно работает в смеси. Именно этот стандарт мы используем при разработке Ecocretefiber™ продукты. Мы, компания Shandong Jianbang Chemical Fiber Co., Ltd., считаем, что хорошее производство полипропиленового волокна - это сочетание науки о полимерах, контроля линий и знаний о реальном применении. Именно это превращает смолу в надежный армирующий материал.