
Di Shandong Jianbang Chemical Fiber Co, Ltd., kami memproduksi serat polypropylene dalam dua tahap yang saling terkait. Pertama, resin polipropilena dibuat dari propena melalui polimerisasi. Kemudian resin tersebut diubah menjadi serat melalui proses peleburan, ekstrusi, pendinginan, penarikan, dan pemotongan atau langkah-langkah konversi hilir lainnya. Dengan kata sederhana, kita mulai dengan polimer, kemudian kita mengubah polimer itu menjadi filamen berorientasi yang dapat digunakan dalam beton, tekstil, bukan tenunan, dan banyak produk industri. Polypropylene banyak digunakan untuk serat karena merupakan polimer termoplastik, sebagian besar dipintal menjadi serat, dan kepadatannya yang rendah, ketahanan terhadap bahan kimia, dan ketangguhannya membuatnya berguna dalam banyak penggunaan akhir.
Bagi pembeli beton, pertanyaan ini penting untuk alasan yang sangat praktis. Cara pembuatan serat polipropilena mempengaruhi bentuk, permukaan, kekakuan, penyebaran, dan kinerja akhir pekerjaan. EN 14889-2 mendefinisikan serat polimer untuk beton sebagai potongan lurus atau cacat diekstrusi, diorientasikan dan dipotong material yang dapat dicampur ke dalam beton atau mortar. Definisi tersebut sangat membantu karena menunjukkan bahwa manufaktur bukan hanya sekadar detail latar belakang. Ini adalah bagian dari apa yang memberikan kinerja akhir serat dalam campuran.
Jawaban Singkatnya
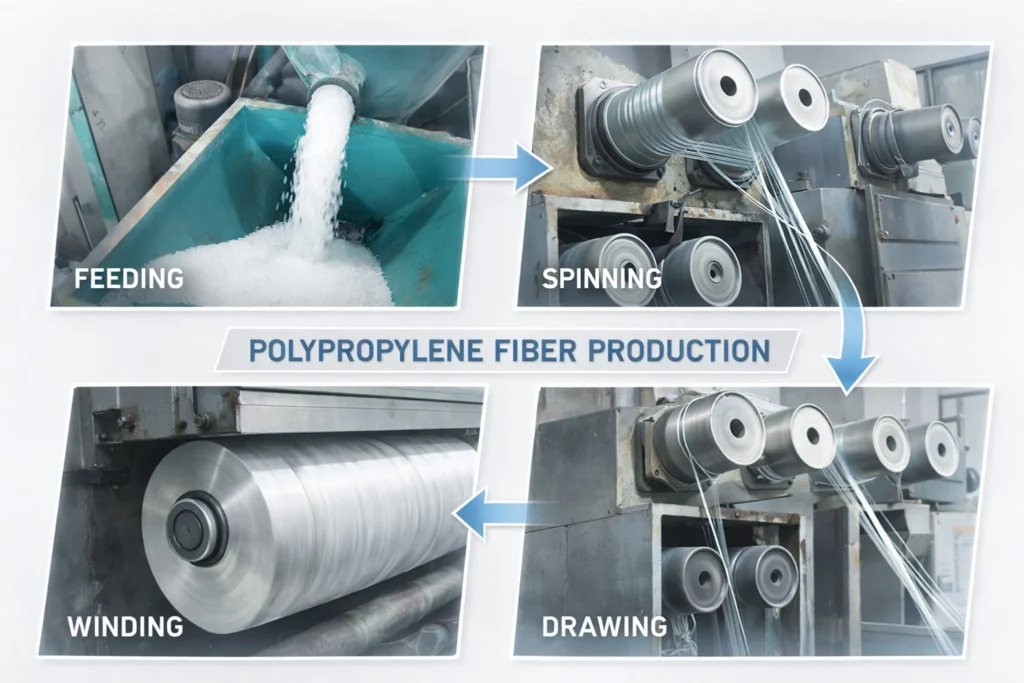
Jika kami menjelaskannya dengan cara yang paling sederhana, serat polipropilena diproduksi seperti ini: kami membuat resin polipropilena dari propena, mengubah resin tersebut menjadi pelet, melelehkan pelet dalam ekstruder, mendorong lelehan melalui pemintal atau cetakan celah, mendinginkan filamen atau film, meregangkannya untuk menciptakan orientasi molekuler, kemudian menyelesaikan, mengerutkan, memotong, mengerutkan, atau mengemas produk sesuai dengan target penggunaan. Untuk serat stapel, aliran industri standar sering kali mencakup peleburan, ekstrusi melalui lubang pemintal, pendinginan, aplikasi spin finish, menggambar, mengeriting, memotong serat stapel, dan baling.
Itulah proses intinya. Garis yang tepat berubah dengan jenis produk. A serat beton monofilamen tidak persis sama dengan garis film celah fibrilasi. Garis benang multifilamen tekstil tidak persis sama dengan garis serat beton sintetis makro. Tetapi logika pembuatannya masih sama: melelehkan, membentuk, mendinginkan, mengarahkan, dan mengubah.
Kami Mulai Dengan Propilena Dan Membuat Resin Polipropilena
Langkah pertama bukanlah pemintalan serat. Langkah pertama adalah membuat polimer itu sendiri. Polipropilena diproduksi dari propena dengan polimerisasi adisi. Polipropilena komersial sebagian besar merupakan polipropilena isotaktik, karena struktur tersebut memberikan kristalinitas yang berguna bagi polimer dan membuatnya cocok untuk produk dan serat yang kuat dan kaku. Britannica mencatat bahwa polipropilena isotaktik diproduksi menggunakan katalis Ziegler-Natta, dan Industri Kimia Esensial menjelaskan bahwa polipropilena industri dapat dibuat dengan rute curah, fase gas, atau bubur.
Dalam produksi resin industri, propena dikontakkan dengan sistem katalis di bawah suhu dan tekanan yang terkendali. Pada rute curah, polimerisasi terjadi pada propena cair. Pada rute fase gas, propena dan hidrogen melewati unggun katalis, dan gas yang tidak bereaksi didaur ulang. Sistem katalis dan rute proses mempengaruhi struktur polimer, dan struktur tersebut kemudian mempengaruhi seberapa baik polimer dapat dikonversi menjadi serat. Sumber Essential Chemical Industry yang sama juga mencatat bahwa katalis metalosen digunakan untuk beberapa jenis polipropilena, terutama di mana kontrol struktur yang lebih ketat diperlukan.
Setelah polimerisasi, polimer diubah menjadi bentuk padat yang dapat digunakan, biasanya pelet. Bentuk pelet inilah yang diumpankan oleh sebagian besar pabrik serat ke dalam jalur ekstrusi. Pada titik ini, produk masih berupa resin, bukan serat. Tahap serat dimulai hanya setelah polimer dilebur kembali dan dibentuk.
Kami Mempersiapkan Resin Untuk Pemintalan Serat
Sebelum pemintalan dimulai, kami memilih grade polipropilena yang tepat dan menyiapkan resin untuk pemrosesan yang stabil. Pemintalan leleh bekerja paling baik dengan polimer termoplastik yang meleleh di bawah temperatur degradasinya dan memiliki stabilitas termal, berat molekul, kemurnian, dan kekuatan leleh yang cukup untuk menghasilkan aliran yang konsisten. Sebuah tinjauan terbaru tentang serat pintal leleh menjelaskan bahwa faktor-faktor tersebut merupakan persyaratan dasar untuk pemintalan yang stabil dan sifat serat yang baik.
Dalam produksi nyata, ini juga merupakan tahap di mana pigmen, stabilisator, atau bahan tambahan lainnya dapat diperkenalkan jika desain produk membutuhkannya. INEOS mencatat bahwa dalam ekstrusi, polipropilena dapat diproses bersama dengan pigmen atau stabilisator yang ditambahkan oleh pelanggan, dan kontrol suhu yang baik melalui ekstruder, paket layar, pelat pemutus, adaptor, dan cetakan merupakan hal yang penting. Bagian dari proses ini terlihat sederhana dari luar, tetapi memiliki efek langsung pada keseragaman lelehan, stabilitas warna, dan konsistensi serat akhir.
Bagi kami sebagai produsen, langkah ini adalah di mana desain produk mulai terpisah. Kelas serat mikro halus, serat beton monofilamen, dan produk fibrilasi tidak akan selalu menggunakan pengaturan resin yang sama. Polimer dasarnya masih polipropilena, tetapi jendela proses dan target hilirnya berbeda. Itulah salah satu alasan mengapa pemasok serat PP yang andal melakukan lebih dari sekadar membeli pelet dan memotong plastik menjadi beberapa bagian. Pemasok harus mengontrol rute konversi penuh.
Kami Melelehkan Resin Dan Mengekstrusi Melalui Spinneret
Setelah resin siap, kami memasukkannya ke dalam ekstruder. Ekstruder melelehkan pelet dan membangun tekanan, kemudian lelehan melewati filter dan sistem cetakan. Dalam pembuatan serat, lelehan biasanya dipaksa melalui lubang pemintal yang sangat kecil untuk membentuk filamen yang kontinu. Literatur umum tentang melt-spinning menggambarkan hal ini sebagai salah satu metode industri inti untuk membuat serat buatan dari polimer termoplastik, dan INEOS meringkas produksi serat polipropilena dengan urutan yang sama: peleburan di dalam ekstruder, kemudian ekstrusi melalui lubang pemintal.
Tahap ini menentukan bentuk pertama serat. Jumlah lubang, geometri lubang, throughput, tekanan leleh, dan profil suhu semuanya memengaruhi bundel filamen yang meninggalkan pemintal. Dengan kata lain, di sinilah polipropilena berhenti menjadi sekadar resin dan mulai menjadi produk filamen yang sesungguhnya.

Kami Segera Mendinginkan Filamen Segar
Filamen polipropilena yang baru diekstrusi tidak dapat bertahan dalam keadaan cair dalam waktu yang lama. Filamen tersebut harus didinginkan dan dipadatkan dengan cara yang terkendali. Dalam pemintalan leleh, untaian yang diekstrusi bergerak ke dalam media pendinginan seperti udara dingin, di mana mereka mengeras. Ulasan-ulasan tentang teknologi serat pintal leleh menjelaskan tahap pendinginan ini sebagai bagian standar dari proses, dan panduan polipropilena INEOS menjelaskan bahwa pendinginan mengikuti ekstrusi pemintalan dalam jalur serat stapel komersial.
Langkah pendinginan ini lebih penting daripada yang terlihat. Jika pendinginan tidak stabil, diameter filamen dapat bervariasi, kerusakan filamen dapat meningkat, dan penarikan selanjutnya menjadi lebih sulit dikendalikan. Dalam produksi modern, pendinginan tidak hanya untuk pendinginan. Ini adalah bagian dari kontrol proses. Ini membantu menentukan seberapa seragam serat sebelum orientasi dimulai.
Kami Menerapkan Finishing Agar Serat Dapat Berjalan Dan Membubarkan Dengan Baik
Setelah quenching, filamen-filamen tersebut sering kali menerima perlakuan akhir. Pada lini serat stapel, INEOS mencantumkan aplikasi spin finish sebagai salah satu langkah produksi standar. Untuk serat polimer berorientasi beton, EN 14889-2 juga sangat jelas bahwa setiap perlakuan atau pelapisan permukaan harus dinyatakan dan dikontrol, dan ini menjelaskan bahwa spin finish membantu penyebaran serat dalam beton. Tanpa lapisan yang tepat, beberapa serat tidak mudah menyebar dan cenderung menggumpal.
Poin ini sangat penting dalam aplikasi beton. Pembeli sering kali berfokus pada panjang dan kekuatan tarik, tetapi perawatan permukaan bisa sama pentingnya untuk kinerja lapangan. Serat yang terlihat bagus di lembar data tetapi menyebar dengan buruk di dalam mixer akan menimbulkan masalah di lokasi kerja. Itulah sebabnya kami memperlakukan kontrol akhir sebagai bagian dari produk, bukan sebagai renungan kecil.
Kami Menggambar Filamen Untuk Membangun Kekuatan
Setelah serat terbentuk dan didinginkan, kami meregangkannya. Langkah ini disebut menggambar. Ini adalah salah satu tahapan terpenting dalam pembuatan serat polipropilena karena meningkatkan orientasi molekul di sepanjang sumbu serat. Studi tentang pemrosesan serat polipropilena melaporkan bahwa pemrosesan spin-draw mengubah polimer menjadi serat yang sangat berorientasi dan mengkristal, dan studi lain mencatat bahwa rasio penarikan yang lebih tinggi meningkatkan orientasi dan secara signifikan meningkatkan kekuatan tarik dan modulus.
Dalam bahasa yang sederhana, penarikan adalah apa yang mengubah filamen pertama yang lembut menjadi serat teknik yang lebih berguna. Tanpa penarikan yang cukup, serat biasanya akan lebih lemah dan kurang stabil. Dengan penarikan yang terkendali, rantai polimer berbaris lebih baik, serat menjadi lebih kuat, dan produk akhir dapat melakukan tugasnya dengan lebih andal dalam penggunaan beton atau tekstil. Ini adalah salah satu alasan terbesar mengapa kontrol proses sangat penting dalam produksi serat PP.
Kami Kemudian Mengubah Serat Menjadi Bentuk Produk yang Tepat
Pada tahap ini, garis mulai bercabang tergantung pada produk target. Serat polipropilena tidak semuanya dibuat menjadi satu bentuk akhir. Mereka dapat menjadi monofilamen, benang multifilamen, serat stapel, pita, produk film celah, dan varian rekayasa lainnya. Ulasan tentang serat polipropilena untuk beton mencatat bahwa serat PP dapat diperoleh dengan dua cara utama: dengan pemintalan leleh untuk membuat monofilamen, atau dari selembar film polipropilena yang diproses menjadi serat fibrilasi. Ulasan pemintalan leleh yang lebih luas juga mencantumkan pemintalan leleh untuk filamen dan serat stapel, dan pemintalan film-split untuk filamen pita celah.
Untuk produk monofilamen, kami mempertahankan rute filamen dan memotong sesuai panjang yang dibutuhkan. Untuk serat stapel, kami mengikuti urutan klasik yaitu menggambar, mengeriting, memotong, dan baling. Untuk produk fibrilasi, kami bergerak melalui rute film atau slit-film, di mana film polipropilena dibelah dan kemudian dibuka menjadi struktur fibrilasi seperti jaring. Sebuah tinjauan yang berfokus pada beton mencatat bahwa serat fibrilasi dibuat dengan membentuk celah pada film plastik tipis, dan inilah mengapa strukturnya terlihat sangat berbeda dari monofilamen bundar sederhana.
Itulah sebabnya mengapa dua serat polypropylene dapat berperilaku sangat berbeda dalam beton meskipun memiliki polimer dasar yang sama. Rute produksi mengubah penampang, permukaan, kekakuan, cara serat terbuka dalam campuran, dan cara serat berinteraksi dengan retakan.
Kami Mengerutkan, Mengatur Panas, Memotong, Dan Mengemas
Jika target produknya adalah serat stapel, operasi standar berikutnya adalah crimping, cutting, dan baling. Panduan pemrosesan polipropilena INEOS mencantumkan penarikan, crimping, pemotongan menjadi serat stapel, dan baling sebagai langkah-langkah produksi normal dalam pembuatan serat stapel polipropilena. Pemasok mesin untuk lini serat stapel menjelaskan urutan dasar yang sama: ekstrusi, pemintalan leleh, penarikan, crimping, pemotongan, dan baling.
Crimping memberikan serat yang lebih besar dan karakter penanganan. Pemotongan mengubah material kontinu menjadi panjang serat yang tepat yang dibutuhkan oleh aplikasi. Pengemasan kemudian harus melindungi bentuk serat dan menjaga agar produk mudah dimasukkan ke dalam sistem batching atau tekstil. Pada produk kelas beton, pengemasan juga harus mendukung takaran yang bersih dan penanganan di lokasi yang baik.
Untuk Serat Beton, Kami Juga Membangun Di Sekitar Standar Dan Dispersi
Ketika kami memproduksi serat polipropilena untuk beton, prosesnya tidak berakhir ketika jalurnya berhenti. Produk juga harus sesuai dengan standar pasar dan fungsi yang diinginkan. EN 14889-2 mengklasifikasikan serat polimer berdasarkan bentuk fisik. Standar ini mendefinisikan serat mikro di bawah diameter 0,30 mm dan serat makro di atas diameter 0,30 mm, dan mencatat bahwa serat makro Kelas II umumnya digunakan di mana peningkatan kekuatan lentur sisa diperlukan. Standar yang sama juga mengharuskan produsen untuk menyatakan polimer dasar, bentuk, bentuk yang dibundel jika ada, dan perlakuan atau pelapisan permukaan apa pun.
ASTM menggunakan logika praktis yang sama untuk serat beton poliolefin. ASTM D7508 menyatakan bahwa spesifikasi ini mencakup untaian cacahan poliolefin untuk digunakan dalam beton, dan ini mengikat kesesuaian dengan sifat-sifat seperti penyangkal, kandungan akhir, kekuatan tarik, panjang potong, dan kesesuaian dengan ASTM C1116 Tipe III. Jadi bagi produsen serat beton, produksi yang baik bukan hanya tentang membuat serat. Ini juga tentang membuat serat yang dapat dijelaskan, diuji, dan dipasok dengan cara yang standar.
Di sinilah pekerjaan kami di Shandong Jianbang Chemical Fiber Co, Ltd menjadi lebih dari sekadar ekstrusi sederhana. Kami tidak hanya bertanya apakah garis tersebut dapat membuat serat. Kami bertanya apakah lini tersebut dapat membuat serat yang terdispersi dengan baik, mempertahankan bentuknya, sesuai dengan sistem dosis target, dan memberikan kinerja batch-to-batch yang stabil untuk pembeli yang menggunakan Ecocretefiber ™ dalam tulangan beton.

Apa yang Membuat Satu Jalur Serat Polypropylene Lebih Baik Daripada Yang Lain
Daftar peralatan mungkin terlihat serupa dari satu pabrik ke pabrik lainnya, tetapi perbedaan yang sesungguhnya adalah dalam hal kontrol. Pembuatan serat PP yang baik tergantung pada pemilihan resin, stabilitas leleh, filtrasi, kontrol suhu, keseragaman pendinginan, rasio penarikan, kontrol akhir, dan akurasi pemotongan. Ulasan pemintalan leleh menekankan pentingnya kemurnian, aliran leleh yang stabil, dan pemrosesan yang terkontrol untuk mencegah ketidakstabilan dan penyumbatan, sementara panduan pemrosesan industri menunjukkan bahwa langkah-langkah hilir harus dicocokkan secara hati-hati dengan jenis produk.
Inilah sebabnya mengapa pembeli yang berpengalaman tidak menilai produsen serat polipropilena hanya berdasarkan harga. Mereka juga melihat apakah pemasok memahami polimer, lini, penggunaan akhir, dan standar beton yang relevan. Dalam pandangan kami, itulah perbedaan antara prosesor plastik umum dan produsen serat PP yang sebenarnya.
Kesimpulan
Jadi, bagaimana serat polipropilena diproduksi? Di Shandong Jianbang Chemical Fiber Co, Ltd, kami menjelaskannya seperti ini: serat polypropylene dibuat dengan memproduksi resin polipropilena dari propena, melelehkan resin tersebut, mengekstrusi menjadi filamen atau film, mendinginkannya, menariknya untuk membangun orientasi dan kekuatan, kemudian mengubahnya menjadi bentuk akhir melalui aplikasi akhir, fibrilasi, pengerutan, pemotongan, dan pengemasan. Garis yang tepat berubah dengan produk, tetapi logika manufaktur inti tetap sama.
Untuk penggunaan beton, prosesnya harus lebih dari sekadar membuat untaian plastik. Proses ini harus menciptakan serat yang memenuhi geometri yang tepat, menyebar dengan baik, dan bekerja secara konsisten dalam campuran. Itulah standar yang kami gunakan saat kami mengembangkan Ecocretefiber™ produk. Sebagai Shandong Jianbang Chemical Fiber Co, Ltd, kami percaya bahwa pembuatan serat polipropilena yang baik adalah kombinasi dari ilmu polimer, kontrol garis, dan pengetahuan aplikasi nyata. Itulah yang mengubah resin menjadi bahan penguat yang andal.

