
At Shandong Jianbang Chemical Fiber Co., Ltd., we manufacture polypropylene fiber in two linked stages. First, polypropylene resin is made from propene by polymerization. Then that resin is turned into fiber by melt processing, extrusion, cooling, drawing, and cutting or other downstream conversion steps. In simple words, we start with polymer, then we turn that polymer into oriented filaments that can be used in concrete, textiles, nonwovens, and many industrial products. Polypropylene is widely used for fiber because it is a thermoplastic polymer, a large share of it is melt-spun into fibers, and its low density, chemical resistance, and toughness make it useful in many end uses.
For concrete buyers, this question matters for a very practical reason. The way a polypropylene fiber is made affects its shape, surface, stiffness, dispersion, and final job performance. EN 14889-2 defines polymer fibers for concrete as straight or deformed pieces of extruded, orientated and cut material that can be mixed into concrete or mortar. That definition is helpful because it shows that manufacturing is not just a background detail. It is part of what gives the fiber its final performance in the mix.
The Short Answer
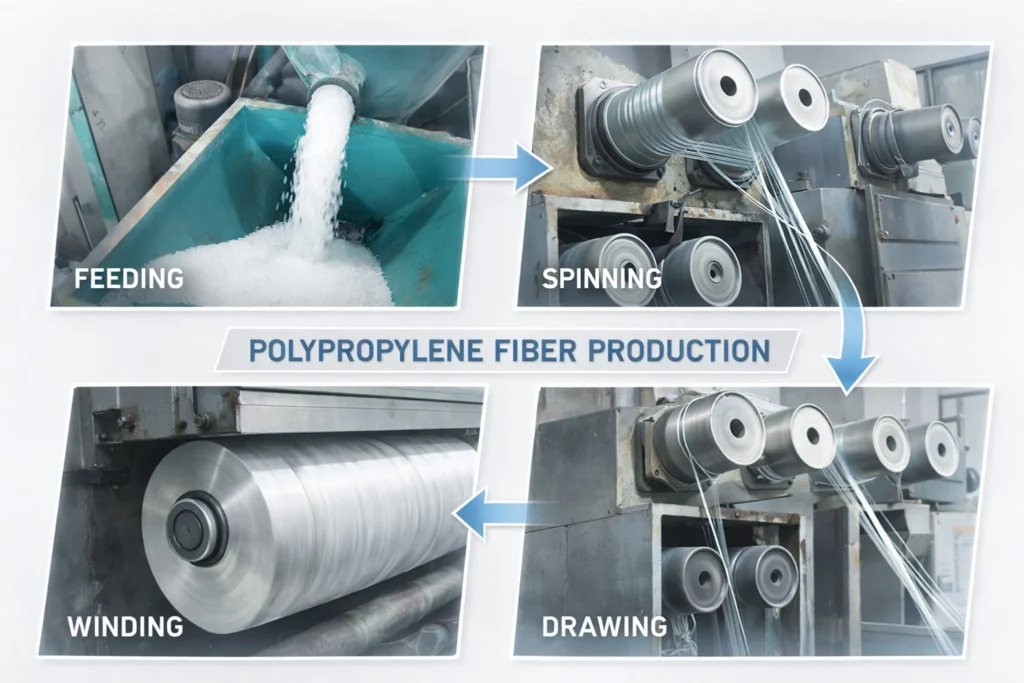
If we explain it in the simplest way, polypropylene fiber is manufactured like this: we make polypropylene resin from propene, convert that resin into pellets, melt the pellets in an extruder, push the melt through a spinneret or a slit die, cool the filaments or film, stretch them to create molecular orientation, then finish, crimp, cut, fibrillate, or package the product according to the target use. For staple fiber, a standard industrial flow often includes melting, extrusion through spinneret holes, quenching, spin finish application, drawing, crimping, cutting into staple fiber, and baling.
That is the core process. The exact line changes with the product type. A monofilament concrete fiber line is not exactly the same as a fibrillated slit-film line. A textile multifilament yarn line is not exactly the same as a macro synthetic concrete fiber line. But the manufacturing logic is still the same: melt, form, cool, orient, and convert.
We Start With Propylene And Make Polypropylene Resin
The first step is not fiber spinning. The first step is making the polymer itself. Polypropylene is produced from propene by addition polymerization. Commercial polypropylene is mainly isotactic polypropylene, because that structure gives the polymer useful crystallinity and makes it suitable for strong, rigid products and fibers. Britannica notes that isotactic polypropylene is produced using Ziegler–Natta catalysts, and the Essential Chemical Industry explains that industrial polypropylene can be made by bulk, gas-phase, or slurry routes.
In industrial resin production, propene is contacted with a catalyst system under controlled temperature and pressure. In the bulk route, polymerization happens in liquid propene. In the gas-phase route, propene and hydrogen pass over a catalyst bed, and the unreacted gas is recycled. The catalyst system and process route affect the polymer structure, and that structure later affects how well the polymer can be converted into fiber. The same Essential Chemical Industry source also notes that metallocene catalysts are used for some polypropylene grades, especially where tighter control of structure is needed.
After polymerization, the polymer is converted into a usable solid form, usually pellets. This pellet form is what most fiber plants feed into the extrusion line. At this point, the product is still resin, not fiber. The fiber stage starts only after the polymer is remelted and shaped.
We Prepare The Resin For Fiber Spinning
Before spinning starts, we choose the right polypropylene grade and prepare the resin for stable processing. Melt-spinning works best with thermoplastic polymers that melt below their degradation temperature and that have enough thermal stability, molecular weight, purity, and melt strength for consistent flow. A recent review on melt-spun fibers explains that these factors are basic requirements for stable spinning and good fiber properties.
In real production, this is also the stage where pigments, stabilizers, or other additives may be introduced if the product design needs them. INEOS notes that in extrusion, polypropylene can be processed along with pigment or stabilizers added by the customer, and good temperature control through the extruder, screen pack, breaker plate, adaptor, and die is important. This part of the process looks simple from outside, but it has a direct effect on melt uniformity, color stability, and final fiber consistency.
For us as a manufacturer, this step is where product design begins to separate. A fine microfiber grade, a monofilament concrete fiber, and a fibrillated product will not always use the same resin setup. The base polymer is still polypropylene, but the process window and downstream targets are different. That is one reason why a reliable PP fiber supplier does more than just buy pellets and cut plastic into pieces. The supplier has to control the full conversion route.
We Melt The Resin And Extrude It Through A Spinneret
Once the resin is ready, we feed it into the extruder. The extruder melts the pellets and builds pressure, then the melt passes through filters and a die system. In fiber manufacture, the melt is usually forced through very small spinneret holes to form continuous filaments. General melt-spinning literature describes this as one of the core industrial methods for making man-made fibers from thermoplastic polymers, and INEOS summarizes polypropylene fiber production with the same sequence: melting in the extruder, then extrusion through spinneret holes.
This stage decides the first shape of the fiber. The number of holes, the hole geometry, the throughput, the melt pressure, and the temperature profile all influence the filament bundle that leaves the spinneret. In other words, this is where polypropylene stops being just resin and starts becoming a true filament product.

We Cool The Fresh Filaments Right Away
Freshly extruded polypropylene filaments cannot stay molten for long. They must be cooled and solidified in a controlled way. In melt spinning, the extruded strands move into a quenching medium such as chilled air, where they solidify. Reviews of melt-spun fiber technology describe this cooling stage as a standard part of the process, and the INEOS polypropylene guide explains that quenching follows spinneret extrusion in commercial staple fiber lines.
This cooling step is more important than it may seem. If cooling is not stable, the filament diameter can vary, filament breakage can increase, and later drawing becomes harder to control. In modern production, quenching is not just for cooling. It is part of process control. It helps determine how uniform the fiber will be before orientation begins.
We Apply Finish So The Fiber Can Run And Disperse Well
After quenching, the filaments often receive a finish treatment. In a staple fiber line, INEOS lists spin finish application as one of the standard production steps. For concrete-oriented polymer fibers, EN 14889-2 is also very clear that any surface treatment or coating must be declared and controlled, and it explains that spin finish helps fibers disperse in concrete. Without the right coating, some fibers do not disperse easily and can tend to ball up.
This point matters a lot in concrete applications. Buyers often focus on length and tensile strength, but surface treatment can be just as important for field performance. A fiber that looks good on a data sheet but disperses badly in the mixer will create jobsite problems. That is why we treat finish control as part of the product, not as a small afterthought.
We Draw The Filaments To Build Strength
After the fiber is formed and cooled, we stretch it. This step is called drawing. It is one of the most important stages in polypropylene fiber manufacture because it increases molecular orientation along the fiber axis. Studies on polypropylene fiber processing report that spin-draw processing transforms polymer into highly oriented and crystallized fibers, and other studies note that higher draw ratio increases orientation and significantly improves tensile strength and modulus.
In plain language, drawing is what turns a soft first filament into a more useful engineering fiber. Without enough drawing, the fiber will usually be weaker and less stable. With controlled drawing, the polymer chains line up better, the fiber becomes stronger, and the final product can do its job more reliably in concrete or textile use. This is one of the biggest reasons why process control matters so much in PP fiber production.
We Then Convert The Fiber Into The Right Product Form
At this stage, the line starts to branch depending on the target product. Polypropylene fibers are not all made into one final form. They can become monofilaments, multifilament yarns, staple fibers, tapes, slit-film products, and other engineered variants. Reviews of polypropylene fibers for concrete note that PP fibers can be obtained in two main ways: by melt spinning to create monofilaments, or from a sheet of polypropylene film that is processed into fibrillated fibers. Broader melt-spinning reviews also list melt-spinning for filaments and staple fibers, and film-split spinning for slit-tape filaments.
For monofilament products, we keep the filament route and cut to the required length. For staple fiber, we follow the classic sequence of drawing, crimping, cutting, and baling. For fibrillated products, we move through a film or slit-film route, where the polypropylene film is slit and then opened into a net-like fibrillated structure. A concrete-focused review notes that fibrillated fibers are made by forming slits in thin plastic film, and this is why their structure looks very different from a simple round monofilament.
That is also why two polypropylene fibers can behave very differently in concrete even if they share the same base polymer. The manufacturing route changes the cross-section, the surface, the stiffness, the way the fiber opens in the mix, and the way it interacts with cracks.
We Crimp, Heat-Set, Cut, And Package
If the target product is staple fiber, the next standard operations are crimping, cutting, and baling. The INEOS polypropylene processing guide lists drawing, crimping, cutting into staple fiber, and baling as normal production steps in polypropylene staple fiber manufacture. Machinery suppliers for staple fiber lines describe the same basic sequence: extrusion, melt spinning, drawing, crimping, cutting, and baling.
Crimping gives the fiber more bulk and handling character. Cutting turns continuous material into the exact fiber length needed by the application. Packaging then has to protect the fiber shape and keep the product easy to feed into batching or textile systems. In concrete-grade products, packaging also has to support clean dosing and good site handling.
For Concrete Fiber, We Also Build Around Standards And Dispersion
When we manufacture polypropylene fiber for concrete, the process does not end when the line stops. The product also has to fit the market standard and the intended function. EN 14889-2 classifies polymer fibers by physical form. It defines micro fibers below 0.30 mm diameter and macro fibers above 0.30 mm diameter, and it notes that Class II macro fibers are generally used where an increase in residual flexural strength is required. The same standard also requires the manufacturer to declare the basic polymer, the shape, bundled form if any, and any surface treatment or coating.
ASTM uses a similar practical logic for polyolefin concrete fibers. ASTM D7508 states that this specification covers polyolefin chopped strands for use in concrete, and it ties conformance to properties such as denier, finish content, tensile strength, cut length, and compliance with ASTM C1116 Type III. So for a concrete fiber manufacturer, good production is not only about making the fiber. It is also about making a fiber that can be described, tested, and supplied in a standard way.
This is where our work at Shandong Jianbang Chemical Fiber Co., Ltd. becomes more than simple extrusion. We do not only ask whether the line can make fiber. We ask whether the line can make fiber that disperses well, keeps its shape, fits the target dosage system, and gives stable batch-to-batch performance for buyers who use Ecocretefiber™ in concrete reinforcement.

What Makes One Polypropylene Fiber Line Better Than Another
The equipment list may look similar from factory to factory, but the real difference is in control. Good PP fiber manufacturing depends on resin selection, melt stability, filtration, temperature control, quenching uniformity, draw ratio, finish control, and cutting accuracy. Melt-spinning reviews stress the importance of purity, stable melt flow, and controlled processing to prevent instability and blockage, while industrial processing guides show that the downstream steps must be matched carefully to the product type.
This is why experienced buyers do not judge a polypropylene fiber manufacturer only by price. They also look at whether the supplier understands the polymer, the line, the end use, and the relevant concrete standards. In our view, that is the difference between a general plastic processor and a real PP fiber manufacturer.
Conclusion
So, how is polypropylene fiber manufactured? At Shandong Jianbang Chemical Fiber Co., Ltd., we explain it like this: polypropylene fiber is made by producing polypropylene resin from propene, melting that resin, extruding it into filaments or film, cooling it, drawing it to build orientation and strength, then converting it into the final form through finish application, fibrillation, crimping, cutting, and packaging. The exact line changes with the product, but the core manufacturing logic stays the same.
For concrete use, the process must do more than create a plastic strand. It must create a fiber that meets the right geometry, disperses well, and performs consistently in the mix. That is the standard we use when we develop Ecocretefiber™ products. As Shandong Jianbang Chemical Fiber Co., Ltd., we believe good polypropylene fiber manufacturing is a combination of polymer science, line control, and real application knowledge. That is what turns resin into a reliable reinforcement material.

