
Au Shandong Jianbang Chemical Fiber Co, Ltd., Nous fabriquons fibre de polypropylène en deux étapes liées. Tout d'abord, la résine de polypropylène est fabriquée à partir du propène par polymérisation. Ensuite, cette résine est transformée en fibre par traitement de la matière fondue, extrusion, refroidissement, étirage et coupe ou autres étapes de conversion en aval. En d'autres termes, nous partons du polymère, puis nous le transformons en filaments orientés qui peuvent être utilisés dans le béton, les textiles, les non-tissés et de nombreux produits industriels. Le polypropylène est largement utilisé comme fibre parce qu'il s'agit d'un polymère thermoplastique, qu'une grande partie est filée par fusion en fibres et que sa faible densité, sa résistance chimique et sa ténacité le rendent utile dans de nombreuses utilisations finales.
Pour les acheteurs de béton, cette question est importante pour une raison très pratique. La façon dont une fibre de polypropylène est fabriquée affecte sa forme, sa surface, sa rigidité, sa dispersion et ses performances finales. La norme EN 14889-2 définit les fibres polymères pour le béton comme des pièces droites ou déformées de extrudé, orienté et coupé matériau qui peut être mélangé au béton ou au mortier. Cette définition est utile car elle montre que la fabrication n'est pas un simple détail. Elle fait partie de ce qui donne à la fibre sa performance finale dans le mélange.
La réponse courte
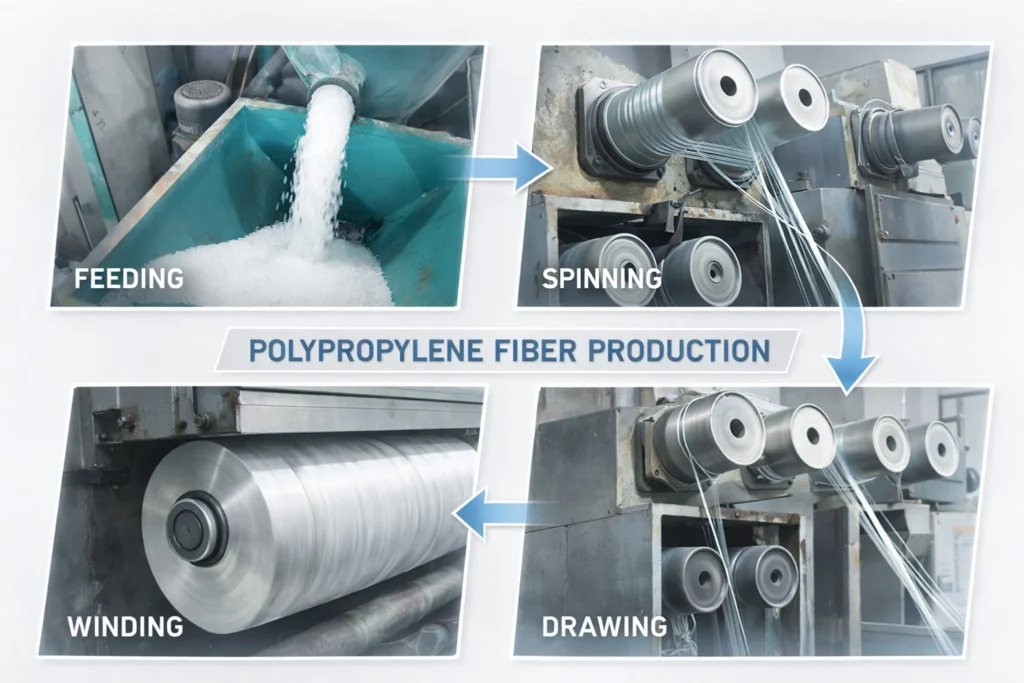
Si nous l'expliquons de la manière la plus simple, la fibre de polypropylène est fabriquée comme suit : nous produisons de la résine de polypropylène à partir de propène, nous convertissons cette résine en granulés, nous faisons fondre les granulés dans une extrudeuse, nous poussons la matière fondue à travers une filière ou une filière à fente, nous refroidissons les filaments ou le film, nous les étirons pour créer une orientation moléculaire, puis nous finissons, nous sertissons, nous coupons, nous fibrillons ou nous emballons le produit en fonction de l'utilisation visée. Pour la fibre discontinue, un flux industriel standard comprend souvent la fusion, l'extrusion à travers les trous de la filière, la trempe, l'application de la finition par essorage, l'étirage, le sertissage, la coupe en fibre discontinue et la mise en balles.
C'est le processus de base. La ligne exacte change en fonction du type de produit. A fibre de béton monofilament n'est pas exactement la même que celle d'un film fendu fibrillé. Une ligne de fil multifilament textile n'est pas exactement la même qu'une ligne de macrofibres synthétiques en béton. Mais la logique de fabrication reste la même : fondre, former, refroidir, orienter et convertir.
Nous partons du propylène pour fabriquer la résine de polypropylène
La première étape n'est pas le filage de la fibre. La première étape est la fabrication du polymère lui-même. Le polypropylène est produit à partir du propène par polymérisation par addition. Le polypropylène commercial est principalement du polypropylène isotactique, car cette structure confère au polymère une cristallinité utile et le rend adapté à la fabrication de produits et de fibres solides et rigides. Britannica indique que le polypropylène isotactique est produit à l'aide de catalyseurs Ziegler-Natta, et Essential Chemical Industry explique que le polypropylène industriel peut être produit en vrac, en phase gazeuse ou en suspension.
Dans la production industrielle de résine, le propène est mis en contact avec un système catalytique sous une température et une pression contrôlées. Dans la voie en vrac, la polymérisation se produit dans le propène liquide. Dans la voie en phase gazeuse, le propène et l'hydrogène passent sur un lit catalytique, et le gaz qui n'a pas réagi est recyclé. Le système catalytique et la voie de traitement affectent la structure du polymère, et cette structure affecte ensuite la capacité du polymère à être converti en fibre. La même source de Essential Chemical Industry indique également que des catalyseurs métallocènes sont utilisés pour certains grades de polypropylène, en particulier lorsqu'un contrôle plus strict de la structure est nécessaire.
Après la polymérisation, le polymère est converti en une forme solide utilisable, généralement des granulés. C'est sous cette forme que la plupart des usines de fibres alimentent la ligne d'extrusion. À ce stade, le produit est encore de la résine, pas de la fibre. L'étape de la fibre ne commence qu'après la refonte et la mise en forme du polymère.
Nous préparons la résine pour le filage des fibres
Avant de commencer le filage, nous choisissons le bon grade de polypropylène et préparons la résine pour un traitement stable. Le filage par fusion fonctionne mieux avec les polymères thermoplastiques qui fondent en dessous de leur température de dégradation et qui ont une stabilité thermique, un poids moléculaire, une pureté et une résistance à la fusion suffisants pour assurer un flux régulier. Une étude récente sur les fibres filées par fusion explique que ces facteurs sont des conditions de base pour un filage stable et de bonnes propriétés de la fibre.
Dans la production réelle, c'est également à ce stade que des pigments, des stabilisants ou d'autres additifs peuvent être introduits si la conception du produit le nécessite. INEOS note que dans l'extrusion, le polypropylène peut être traité avec des pigments ou des stabilisants ajoutés par le client, et qu'il est important de bien contrôler la température dans l'extrudeuse, le paquet de tamis, la plaque de rupture, l'adaptateur et la filière. Cette partie du processus semble simple de l'extérieur, mais elle a un effet direct sur l'uniformité de la matière fondue, la stabilité de la couleur et la consistance de la fibre finale.
Pour nous, en tant que fabricant, c'est à cette étape que la conception du produit commence à se différencier. Un grade de microfibre fine, une fibre de béton monofilament et un produit fibré n'utiliseront pas toujours la même configuration de résine. Le polymère de base est toujours le polypropylène, mais la fenêtre de traitement et les objectifs en aval sont différents. C'est l'une des raisons pour lesquelles un fournisseur de fibres de PP fiable ne se contente pas d'acheter des granulés et de couper le plastique en morceaux. Le fournisseur doit contrôler l'ensemble du processus de conversion.
Nous faisons fondre la résine et l'extrudons à travers une filière.
Une fois la résine prête, nous l'introduisons dans l'extrudeuse. L'extrudeuse fait fondre les granulés et augmente la pression, puis la matière fondue passe à travers des filtres et un système de filière. Dans la fabrication des fibres, la matière fondue est généralement forcée à travers de très petits trous de la filière pour former des filaments continus. La littérature générale sur le filage par fusion décrit ce procédé comme l'une des principales méthodes industrielles de fabrication de fibres artificielles à partir de polymères thermoplastiques, et INEOS résume la production de fibres de polypropylène selon la même séquence : fusion dans l'extrudeuse, puis extrusion à travers les trous de la filière.
Cette étape détermine la première forme de la fibre. Le nombre de trous, la géométrie des trous, le débit, la pression de fusion et le profil de température influencent tous le faisceau de filaments qui sort de la filière. En d'autres termes, c'est à ce stade que le polypropylène cesse d'être une simple résine pour devenir un véritable produit filamentaire.

Nous refroidissons immédiatement les filaments frais
Les filaments de polypropylène fraîchement extrudés ne peuvent pas rester longtemps en fusion. Ils doivent être refroidis et solidifiés de manière contrôlée. Dans la filature par fusion, les brins extrudés passent dans un milieu de trempe tel que l'air réfrigéré, où ils se solidifient. Les revues consacrées à la technologie des fibres filées par fusion décrivent cette étape de refroidissement comme un élément standard du processus, et le guide INEOS sur le polypropylène explique que la trempe suit l'extrusion par spinneret dans les lignes commerciales de fibres discontinues.
Cette étape de refroidissement est plus importante qu'il n'y paraît. Si le refroidissement n'est pas stable, le diamètre du filament peut varier, la casse du filament peut augmenter et l'étirage ultérieur devient plus difficile à contrôler. Dans la production moderne, la trempe ne sert pas seulement à refroidir. Elle fait partie du contrôle du processus. Elle permet de déterminer l'uniformité de la fibre avant le début de l'orientation.
Nous appliquons une finition pour que la fibre puisse s'écouler et se disperser correctement.
Après la trempe, les filaments reçoivent souvent un traitement de finition. Dans une ligne de fibres discontinues, INEOS mentionne l'application de l'essorage comme l'une des étapes de production standard. Pour les fibres polymères orientées vers le béton, la norme EN 14889-2 est également très claire : tout traitement de surface ou revêtement doit être déclaré et contrôlé, et elle explique que l'essorage aide les fibres à se disperser dans le béton. Sans revêtement adéquat, certaines fibres ne se dispersent pas facilement et peuvent avoir tendance à s'agglomérer.
Ce point est très important pour les applications dans le béton. Les acheteurs se concentrent souvent sur la longueur et la résistance à la traction, mais le traitement de surface peut être tout aussi important pour les performances sur le terrain. Une fibre qui a l'air bien sur une fiche technique mais qui se disperse mal dans le mélangeur créera des problèmes sur le chantier. C'est pourquoi nous considérons le contrôle de la finition comme faisant partie intégrante du produit, et non comme une petite réflexion après coup.
Nous dessinons les filaments pour construire la force
Une fois la fibre formée et refroidie, nous l'étirons. Cette étape est appelée étirage. C'est l'une des étapes les plus importantes de la fabrication des fibres de polypropylène, car elle augmente l'orientation moléculaire le long de l'axe de la fibre. Des études sur le traitement des fibres de polypropylène indiquent que l'étirage transforme le polymère en fibres hautement orientées et cristallisées, et d'autres études notent qu'un taux d'étirage plus élevé augmente l'orientation et améliore de manière significative la résistance à la traction et le module.
En langage clair, l'étirage est ce qui transforme un premier filament souple en une fibre technique plus utile. Si l'étirage n'est pas suffisant, la fibre sera généralement plus faible et moins stable. Avec un étirage contrôlé, les chaînes de polymères s'alignent mieux, la fibre devient plus résistante et le produit final peut remplir sa fonction de manière plus fiable dans le béton ou le textile. C'est l'une des principales raisons pour lesquelles le contrôle du processus est si important dans la production de fibres de PP.
Nous convertissons ensuite la fibre en un produit de la forme appropriée.
À ce stade, la ligne commence à se ramifier en fonction du produit cible. Les fibres de polypropylène ne sont pas toutes transformées en une seule forme finale. Elles peuvent devenir des monofilaments, des fils multifilaments, des fibres discontinues, des rubans, des produits à film fendu et d'autres variantes techniques. Les études sur les fibres de polypropylène pour le béton indiquent que les fibres de PP peuvent être obtenues de deux manières principales : par filage par fusion pour créer des monofilaments, ou à partir d'une feuille de film de polypropylène qui est transformée en fibres fibrillées. Des études plus larges sur le filage par fusion mentionnent également le filage par fusion pour les filaments et les fibres discontinues, et le filage par séparation de film pour les filaments en bandes fendues.
Pour les produits monofilament, nous conservons le parcours du filament et le coupons à la longueur voulue. Pour les fibres discontinues, nous suivons la séquence classique de l'étirage, du sertissage, de la coupe et de la mise en balles. Pour les produits fibrillés, nous passons par la voie du film ou du film fendu, où le film de polypropylène est fendu puis ouvert pour former une structure fibrillée en forme de filet. Une revue axée sur le béton note que les fibres fibrillées sont fabriquées en formant des fentes dans un film plastique fin, ce qui explique que leur structure soit très différente d'un simple monofilament rond.
C'est également la raison pour laquelle deux fibres de polypropylène peuvent se comporter très différemment dans le béton, même si elles partagent le même polymère de base. Le procédé de fabrication modifie la section transversale, la surface, la rigidité, la façon dont la fibre s'ouvre dans le mélange et la façon dont elle interagit avec les fissures.
Nous sertissons, thermofixons, coupons et emballons
Si le produit cible est la fibre discontinue, les opérations standard suivantes sont le sertissage, la coupe et la mise en balles. Le guide de transformation du polypropylène d'INEOS mentionne l'étirage, le sertissage, la coupe en fibres discontinues et la mise en balles comme des étapes normales de la production de fibres discontinues de polypropylène. Les fournisseurs de machines pour les lignes de production de fibres discontinues décrivent la même séquence de base : extrusion, filage par fusion, étirage, sertissage, coupe et mise en balles.
Le sertissage donne à la fibre plus de volume et de maniabilité. La coupe transforme le matériau continu en la longueur de fibre exacte requise par l'application. L'emballage doit ensuite protéger la forme de la fibre et faciliter l'introduction du produit dans les systèmes de dosage ou de textile. Pour les produits de qualité béton, l'emballage doit également permettre un dosage propre et une bonne manipulation sur le site.
Pour les fibres de béton, nous nous appuyons également sur les normes et la dispersion.
Lorsque nous fabriquons des fibres de polypropylène pour le béton, le processus ne se termine pas lorsque la ligne s'arrête. Le produit doit également répondre aux normes du marché et à la fonction prévue. La norme EN 14889-2 classe les fibres polymères en fonction de leur forme physique. Elle définit les microfibres d'un diamètre inférieur à 0,30 mm et les macrofibres d'un diamètre supérieur à 0,30 mm, et précise que les macrofibres de classe II sont généralement utilisées lorsqu'une augmentation de la résistance résiduelle à la flexion est requise. La même norme exige également que le fabricant déclare le polymère de base, la forme, la forme groupée le cas échéant, et tout traitement de surface ou revêtement.
L'ASTM utilise une logique pratique similaire pour les fibres de béton en polyoléfine. L'ASTM D7508 stipule que cette spécification couvre les brins hachés de polyoléfine destinés à être utilisés dans le béton, et elle lie la conformité à des propriétés telles que le denier, le contenu de finition, la résistance à la traction, la longueur de coupe, et la conformité à l'ASTM C1116 Type III. Pour un fabricant de fibres de béton, une bonne production ne se limite donc pas à la fabrication de la fibre. Il s'agit également de fabriquer une fibre qui peut être décrite, testée et fournie de manière standard.
C'est là que notre travail à Shandong Jianbang Chemical Fiber Co. Ltd. va au-delà de la simple extrusion. Nous ne nous contentons pas de demander si la ligne peut produire des fibres. Nous demandons si la ligne peut fabriquer une fibre qui se disperse bien, conserve sa forme, s'adapte au système de dosage cible et offre des performances stables d'un lot à l'autre pour les acheteurs qui utilisent Ecocretefiber™ dans le renforcement du béton.

Pourquoi une ligne de fibres polypropylène est-elle meilleure qu'une autre ?
La liste des équipements peut sembler similaire d'une usine à l'autre, mais la véritable différence réside dans le contrôle. Une bonne fabrication de fibres PP dépend de la sélection de la résine, de la stabilité de la matière fondue, de la filtration, du contrôle de la température, de l'uniformité de la trempe, du taux d'étirage, du contrôle de la finition et de la précision de la coupe. Les revues sur la filature par fusion soulignent l'importance de la pureté, de la stabilité de l'écoulement de la matière fondue et du contrôle du traitement pour éviter l'instabilité et le blocage, tandis que les guides de traitement industriel montrent que les étapes en aval doivent être soigneusement adaptées au type de produit.
C'est pourquoi les acheteurs expérimentés ne jugent pas un fabricant de fibres de polypropylène uniquement en fonction du prix. Ils examinent également si le fournisseur comprend le polymère, la ligne, l'utilisation finale et les normes concrètes pertinentes. À notre avis, c'est ce qui fait la différence entre un transformateur de plastique général et un véritable fabricant de fibres de PP.
Conclusion
Comment la fibre de polypropylène est-elle fabriquée ? Chez Shandong Jianbang Chemical Fiber Co, Ltd, nous l'expliquons ainsi : fibre de polypropylène est fabriqué en produisant de la résine de polypropylène à partir de propène, en faisant fondre cette résine, en l'extrudant en filaments ou en films, en la refroidissant, en l'étirant pour lui donner une orientation et une résistance, puis en la convertissant dans sa forme finale par application de finition, fibrillation, sertissage, coupe et emballage. La ligne exacte change en fonction du produit, mais la logique de fabrication de base reste la même.
Pour une utilisation dans le béton, le processus doit faire plus que créer un fil de plastique. Il doit créer une fibre qui réponde à la bonne géométrie, qui se disperse bien et qui se comporte de manière cohérente dans le mélange. C'est la norme que nous appliquons lorsque nous développons des Ecocretefiber™ produits. En tant que Shandong Jianbang Chemical Fiber Co. Ltd, nous pensons qu'une bonne fabrication de fibres de polypropylène est une combinaison de la science des polymères, du contrôle des lignes et de la connaissance des applications réelles. C'est ce qui fait de la résine un matériau de renforcement fiable.

